Walk through any industrial facility and you’ll notice the obvious safety features first—hard hats, warning signs, emergency shut-off systems, fire suppression equipment, and protective barriers. These visible measures naturally draw attention because they’re designed to. Yet one of the most critical pieces of safety equipment often goes unnoticed, quietly performing its role behind the scenes.
The safety valve rarely makes headlines unless something goes wrong. It doesn’t demand routine operator interaction or attract attention during daily operations. But when pressure inside a system reaches dangerous levels, this modest component becomes the last line of defence between normal operations and a potentially catastrophic incident.
For industries across the UAE—from oil and gas facilities to power generation plants, manufacturing units, and desalination plants—safety valves are not just another mechanical component. They are an essential safeguard that protects people, equipment, and business continuity.
The Silent Guardian of Pressurized Systems
Every industrial process involving steam, gas, or liquids under pressure carries inherent risks. Pressure is essential for efficiency, but it can also become dangerous within seconds if left uncontrolled.
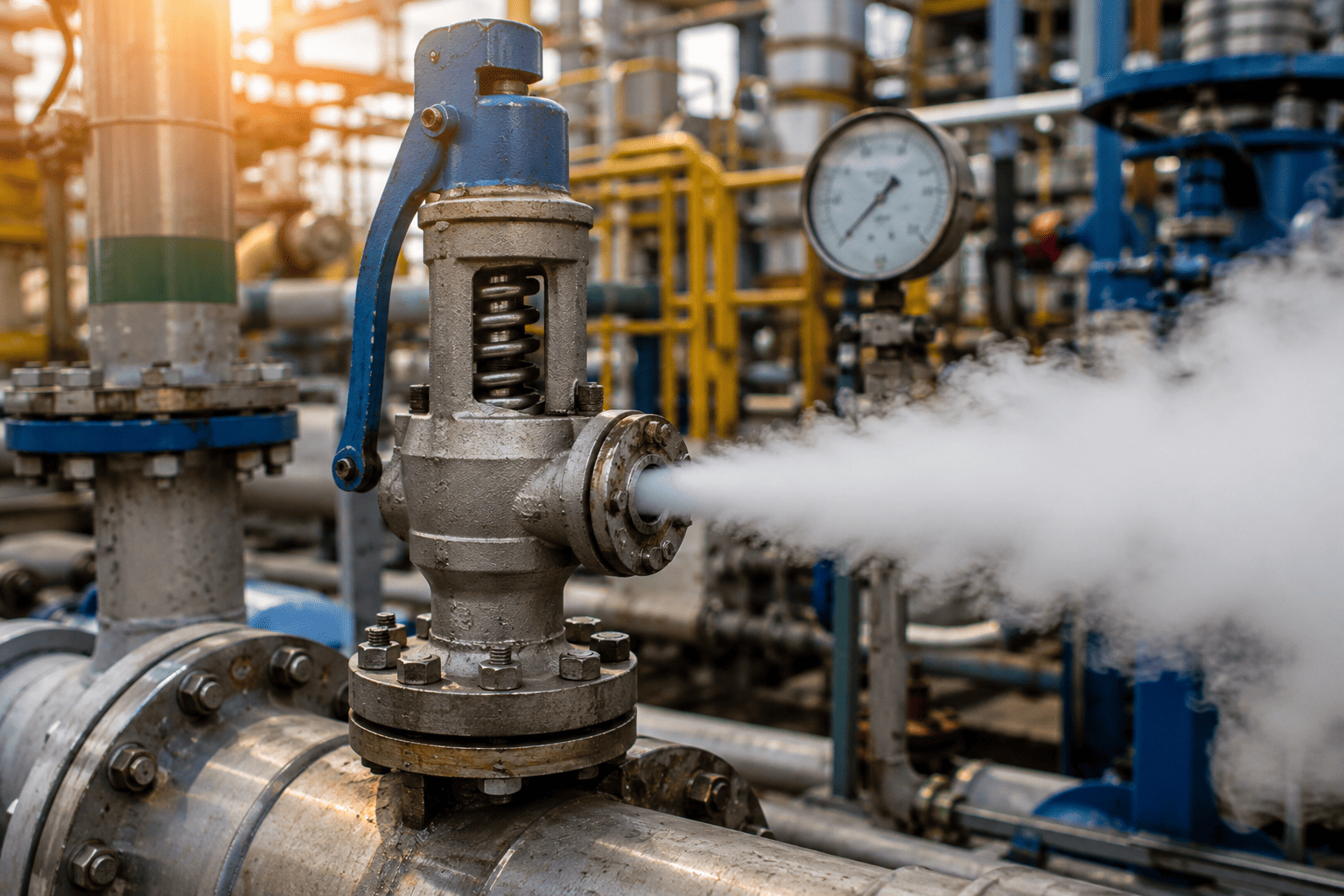
A safety valve is engineered with one simple purpose: release excess pressure automatically before it reaches hazardous levels. Unlike manual controls, it requires no human intervention. The moment system pressure exceeds its predetermined limit, the valve opens, relieves pressure, and helps return the system to safe operating conditions.
It’s a straightforward concept, but one that has prevented countless equipment failures and workplace accidents around the world.
Why Safety Valves Often Go Unnoticed
Ironically, the better a safety valve performs, the less anyone thinks about it.
Unlike pumps or compressors that operate continuously, a safety valve may never activate during normal production. Months—or even years—can pass without anyone witnessing it in action. This creates the false impression that it’s simply another accessory rather than a mission-critical component.
Think of it like a seatbelt in a car. Most drivers never need it during everyday journeys, yet nobody would argue it’s unnecessary. The same logic applies to industrial pressure systems.
Small Component, Massive Responsibility
A safety valve may represent only a tiny fraction of an industrial project’s overall investment, but its responsibilities are enormous.
A properly functioning valve helps protect:
- Pressure vessels
- Boilers
- Pipelines
- Heat exchangers
- Compressors
- Storage tanks
- Personnel working nearby
Without effective pressure relief, even a relatively minor equipment malfunction can escalate into ruptures, fires, explosions, or costly production shutdowns.
In sectors where downtime can cost thousands of dirhams per hour, preventing a single incident often justifies years of investment in quality safety equipment.
The Cost of Ignoring Maintenance
Installing a safety valve is only the beginning.
Over time, internal components experience wear, corrosion, contamination, or calibration drift. Environmental conditions common across the UAE—including high temperatures, humidity near coastal facilities, airborne dust, and corrosive process media—can gradually affect performance.
A valve that hasn’t been inspected or tested may fail when it’s needed most.
Regular maintenance typically includes:
Routine Inspection
Visual inspections help identify corrosion, leakage, damaged seals, or signs of mechanical wear before they become serious problems.
Pressure Testing
Periodic testing confirms the valve opens at its designated pressure and reseats correctly after pressure returns to normal.
Calibration
Even slight deviations in pressure settings can reduce system protection. Professional calibration ensures continued compliance with operational requirements.
Safety Isn’t Just About Compliance
Industrial regulations require pressure relief devices for good reason. Standards exist because history has repeatedly shown what can happen when pressure systems fail.
However, treating safety valves as nothing more than a compliance requirement misses the bigger picture.
A reliable safety strategy protects:
- Employees and contractors
- High-value equipment
- Production schedules
- Environmental performance
- Company reputation
For many organisations, investing in quality safety valves and preventive maintenance is far less expensive than recovering from a major equipment failure.
Choosing the Right Safety Valve Matters
Not every safety valve is suitable for every application.
Selecting the correct model depends on several factors, including operating pressure, process temperature, flow capacity, fluid type, installation environment, and applicable industry standards.
For example, a valve designed for steam service performs differently from one intended for chemical processing or compressed gas systems. Material compatibility also becomes especially important in industries handling corrosive media.
Working with experienced engineers and trusted suppliers helps ensure the selected valve performs reliably throughout its service life.
A Real-World Perspective
Imagine a manufacturing facility where a control valve unexpectedly sticks closed during production. Pressure inside the system begins rising rapidly.
Operators may not notice the issue immediately.
Without a properly functioning safety valve, the pressure could continue climbing until equipment suffers structural damage—or worse, fails catastrophically.
With a correctly sized and maintained safety valve in place, excess pressure is released automatically within seconds. Production may experience a temporary interruption, but people remain safe, equipment is protected, and operations resume far sooner than they otherwise would.
Most employees may never even realise the incident occurred.
That’s precisely how industrial safety should work.
Frequently Asked Questions
How often should a safety valve be inspected?
Inspection intervals depend on the application, operating conditions, and local regulations. Many industrial facilities perform routine visual inspections alongside scheduled preventive maintenance, while certified testing is carried out according to manufacturer recommendations and applicable standards.
Can a safety valve fail without visible signs?
Yes. Internal wear, corrosion, deposits, or calibration issues may not be obvious during routine operation. This is why periodic testing is just as important as visual inspection.
Is replacing an old safety valve better than repairing it?
The answer depends on the valve’s condition, age, service history, and manufacturer recommendations. In many cases, professional refurbishment is possible, but severely worn or damaged valves should be replaced to maintain system reliability.
Conclusion
The most valuable safety equipment isn’t always the most visible. A safety valve may spend years quietly waiting for a situation that everyone hopes never occurs, but when excessive pressure threatens a system, its role becomes indispensable.
For industrial facilities across the UAE, treating safety valves as a routine purchase rather than a strategic investment can be an expensive mistake. Selecting the right valve, maintaining it properly, and testing it regularly creates a stronger, safer operation while protecting people, assets, and productivity.
Sometimes the most underrated component is the one that ensures everyone goes home safely at the end of the day.